Maintenance Methods for Universal Joint Couplings

Maintenance Methods for Universal Joint Couplings
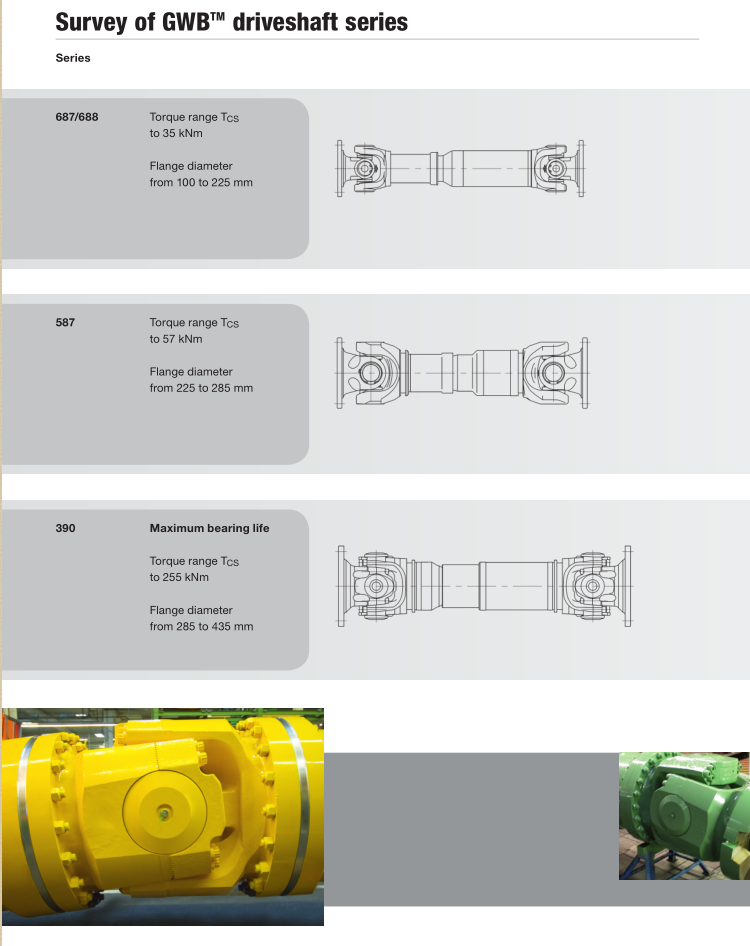
Universal joint couplings are widely used in various industries including metallurgical machinery, heavy machinery, petroleum machinery, construction machinery, lifting and transportation equipment, railway vehicles, light industrial machinery, precision machinery, and control systems for transmitting torque in mechanical shaft systems.
Assembly Techniques:
1.Preparation:
oRemove all burrs and clean all components thoroughly before assembly.
2.Alignment:
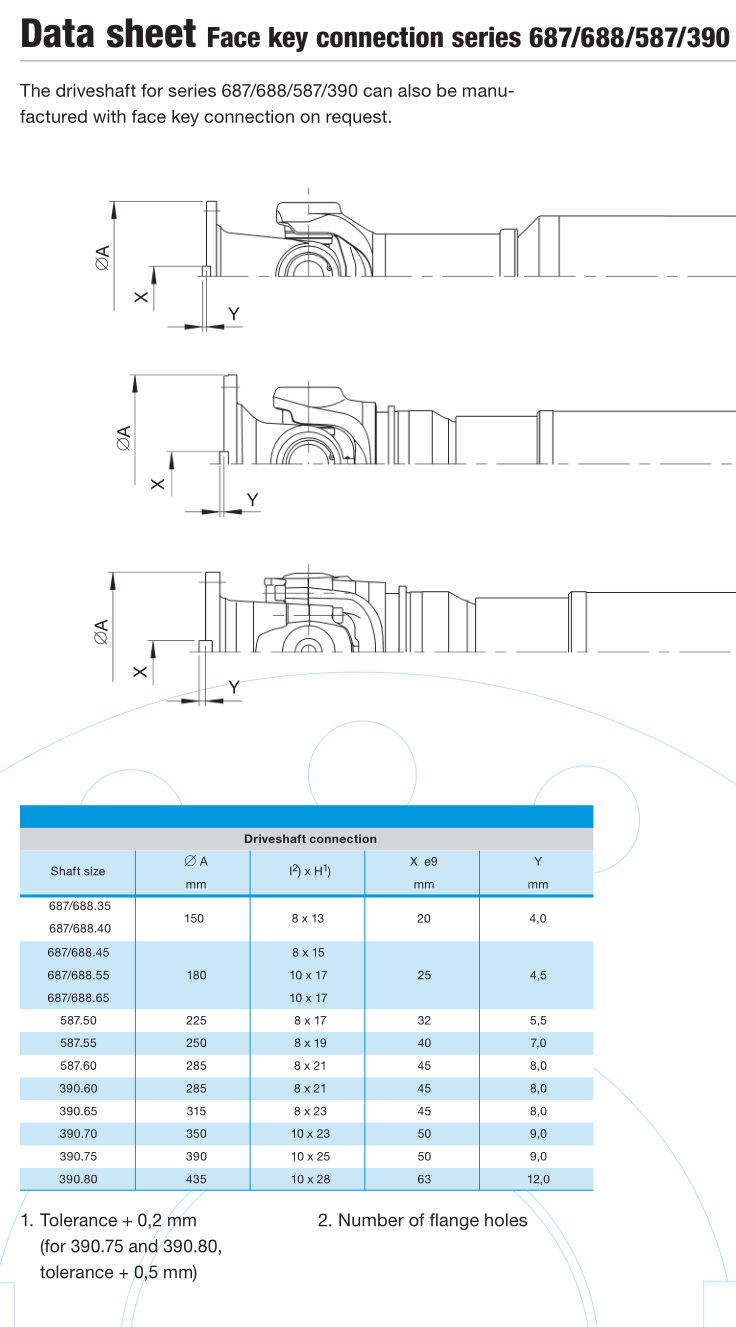
oEnsure the bearing hole centerlines of the two intermediate welded yokes are on the same plane during assembly, with a maximum deviation not exceeding 1°.
oThe spline section should slide smoothly, and the joint should rotate freely.
3.Surface Treatment:
oClean all surfaces.
oApply anti-rust grease to the flange end faces and keyways.
oApply one coat of anti-rust primer to the remaining surfaces, followed by spray painting (brushing is not recommended).
Maintenance Methods:
1.Regular Lubrication:
oStandard conditions: Lubricate weekly.
oHigh-temperature conditions: Lubricate daily.
oUse recommended lubricants suitable for the operating environment.
2.Extended Service Life:
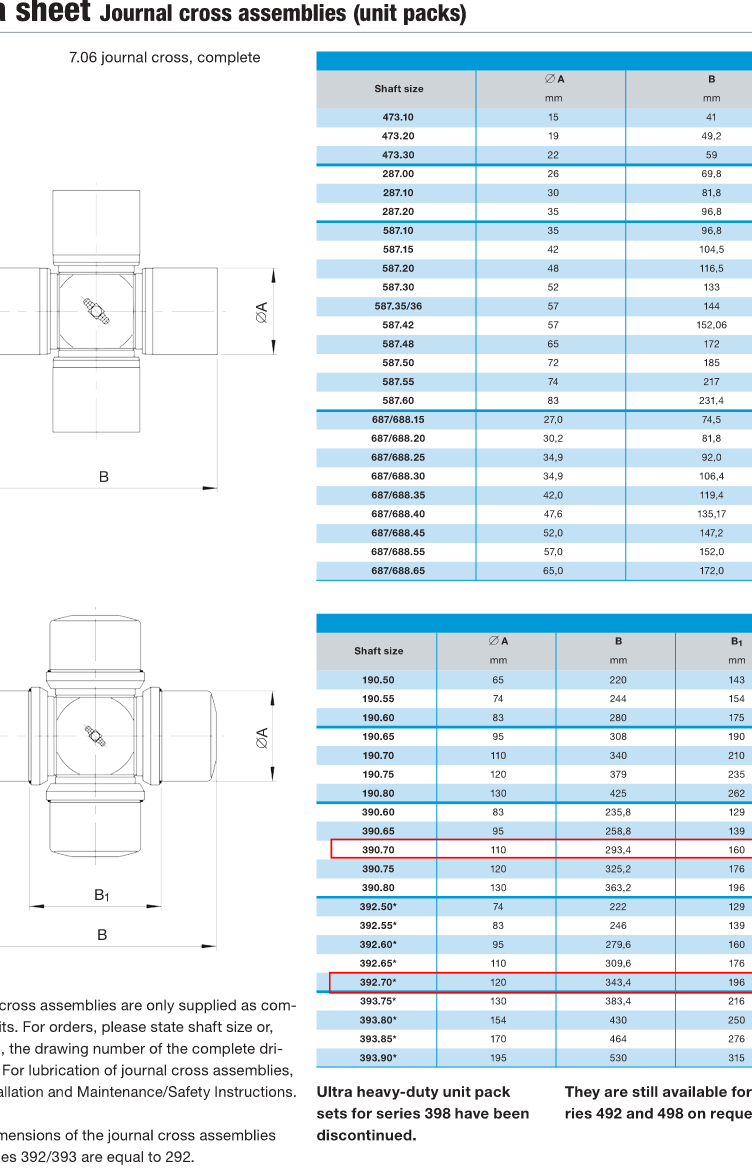
oRotate the cross shaft by 180° during each disassembly to ensure alternating use of the cross shaft journals, promoting even wear distribution.
Structural Varieties:
Universal joint couplings are available in multiple structural types, with the key features being:
•Large angular compensation capability
•Compact design
•High transmission efficiency
Common types include:
1.Cross Shaft Type (Most commonly used)
2.Ball Cage Type
3.Ball Fork Type
4.Lug Type
5.Ball Pin Type
6.Ball Joint Type
7.Ball Joint Plunger Type
8.Three-Pin Type
9.Three-Arm Type
10.Three-Ball Pin Type
11.Hinged Lever Type
Each type is categorized into heavy-duty, medium-duty, light-duty, and small-duty based on the torque transmission requirements.
Key Maintenance Points:
•Inspection Frequency: Monthly for standard applications, weekly for high-load or high-speed operations
•Lubricant Selection: Use high-temperature grease for elevated temperature environments
•Wear Monitoring: Check for play or backlash during routine maintenance
•Alignment Verification: Confirm proper alignment during seasonal maintenance
Proper maintenance following these guidelines will ensure optimal performance and extended service life of universal joint couplings in various industrial applications.
https://www.timothyholding.com/Maintenance-Methods-for-Universal-Joint-Couplings.html